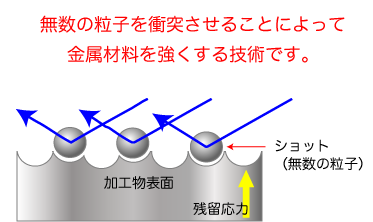
投射材は、噴射加工に用いられるメディアの総称で、その種類は非常に多く、ショットピーニング、砂落とし、スケール除去、素地調整、バリ取りなど加工の目的、被加工物の特性などに応じて、使い分けられている。ショットピーニングによって部品表面に発生する圧縮残留応力、硬さの上昇などは、被加工物の圧縮強さ、硬さなどの被加工物側の要因、および加工面に与えられる運動エネルギで決まる。
運動エネルギに直接関連する投射材そのものの要因は、投射材の比重、粒度であるが、投射材も被加工物との相対硬さに応じて衝突時に変形し、運動エネルギを吸収するため投射材の硬さも結果に影響を与える。したがって、ショットピーニング加工では、投射材の比重、粒度、硬さが投射材を選定する際の重要なポイントとなる。投射材(ショット)の材質には、鉄系、非鉄系、ガラス系、セラミック系、樹脂系などがある。ピーニングに使用される主なショットには、鋳鋼ショット、カットワイヤショット、ガラスショット、およびセラミックショットがあり、それらの特徴は以下のようである。
主なピーニング用投射材の特性と用途例
| 名称 |
記号 |
材質 |
密度
g/ml |
サイズ
mm |
硬さ
HV |
用途の一例 |
| 鋳鋼ショット |
SS |
鋼 |
7.45以上 |
0.04~4 |
200~850 |
自動車・航空機部品
(ばね、歯車など) |
| カットワイヤショット |
CW |
鋼 |
7.65~7.95 |
0.2~3 |
350~750 |
自動車・航空機部品
(ばね、歯車など) |
| CCW |
鋼 |
7.65~7.95 |
0.2~3 |
350~850 |
自動車・航空機部品
(ばね、歯車など) |
| ガラスビーズ |
GB |
ソーダ石灰系 |
2.5 |
0.04~1.7 |
450~550 |
自動車・航空機部品
(ばね、歯車など) |
| セラミックビーズ |
CB |
ジルコン系 |
3.60~3.95 |
0.15~1.2 |
500~800 |
自動車・航空機部品
(ばね、歯車など)
食品用プラント、化学工業用反応炉 |
| CB |
ジルコニア系 |
4.6 |
0.15~1.2 |
1000 |
高圧縮残留応力付与
深い加工層生成 |
| ステンレスショット |
SUS |
SUS304 |
7.9 |
0.3~2 |
400~600 |
ステンレス鋼製部品全般 |
| SUS |
SUS430 |
7.7 |
0.4~1.5 |
250~450 |
ステンレス鋼製部品全般 |
| 超硬ショット |
WC |
超硬合金 |
14 |
0.04~0.3 |
1350~1450 |
高硬さ部品 |
| 高速度鋼ショット |
HSS |
高速度鋼 |
8.0 |
0.04~0.5 |
1250~1350 |
自動車部品(ばね、歯車など) |
| アモルファスショット |
AM |
鉄系 |
7.4 |
0.04~0.2 |
900~950 |
自動車部品(ばね、歯車など) |